
Проектирование вентиляции литейного цеха
Наша проектно-монтажная компания предлагает комплексное решение задач по проектированию систем вентиляции любого уровня сложности, подбор оптимального оборудования для вентиляционных систем в соответствии с техническим заданием и пожеланиями клиента, а также монтаж «под ключ» и пуско-наладочные работы с дальнейшим обслуживанием.
Производство и обработка металлов возникли в древние времена и достигли своего современного уровня технического развития в результате использования практического опыта и достижений науки многих поколений человеческого общества. К основным технологическим способам обработки черных и цветных металлов относят – литейное производство, обработку давлением (ковку, штамповку, прокатку, волочение, прессование), сварку и огневую резку, термическую обработку, обработка резанием (механическая обработка) и различные виды электрофизических и электрохимических способов точноразмерной обработки металлов.
1. Описание и структура литейного цеха.
На современных предприятиях литейное производство размещается в отдельно стоящем здании, которое называют литейный цех. Литейным цехом называют цех, в котором получают отливки — металлические изделия или их части в специально изготовленных литейных формах путем заливки их расплавом необходимого металла.

Рис.1. Выплавка стали в доменной печи.
Производство отливок — это сложный технологический процесс, который состоит из множества операций, для выполнения которых в литейном цеху имеется несколько отделений:
1. Модельное отделение для изготовления моделей отливаемых изделий, шаблонов, литниковых систем. В модельном отделении располагается оборудование, механизмы, приспособления, необходимые для выполнения работ по изготовлению моделей.
2. Отделение подготовки формовочных материалов и приготовления смесей. В отделении два участка. На первом участке осуществляют подготовку материалов для приготовления формовочных смесей с использованием сушильных установок, бегунов, механических сит, магнитных и электрических сепараторов и другого оборудования. На втором участке, оборудованном смёсителями, машинами для разрыхления смесей, из готовых материалов приготовляют формовочные и стержневые смеси.
3. Формовочное отделение литейного цеха предназначе но для изготовления литейных форм. Оно имеет несколько участков:
а) участок для изготовления литейных форм по-сырому;
б) участок для изготовления форм, заливаемых после сушки;
в) участок точного литья, оборудованный формовочными машинами и имеющий плац для шаблонной и почвенной формовки, подъемно-транспортные механизмы, применяемые при изготовлении литейных форм.
4. Стержневое отделение для изготовления стержней, применяемых для отливки пустотелых изделий.
5. Плавильное отделение , оборудованное печами для плавки металлов, механизмами и приспособлениями для заливки форм.
6. Отделение выбивки , оборудованное установками и механизмами, применяемыми для выбивки отливок из форм.
7. Очистное отделение . Здесь отливки очищают от пригара формовочных смесей, освобождают от следов литниковой системы, выпоров и прибылей.
Чтобы получить отливку в современном литейном цехе, необходимо изготовить модель, опоку, подготовить инструменты, формовочные материалы, приготовить формовочную и стержневую смеси, затем из них изготовить литейную форму и залить ее расплавленным металлом. После остывания металла по выбранному режиму форму выбить из опоки. Полученную отливку очистить от пригоревшего к ее поверхности песка смеси.
Архитектуру здания, структуру отделений и размещение оборудования литейного цеха определяется по заданной мощности, номенклатуре изделий, режиму работы предприятия, степени специализации и типу производства.
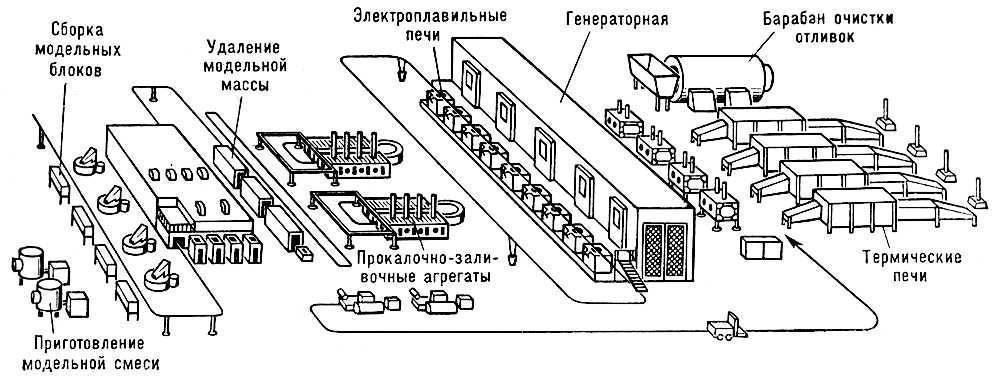
Рис.2. Схема размещения оборудования в современном литейном цехе.
Современный литейный цех состоит из производственных и вспомогательных отделений, складских и служебно-бытовых помещений:
1) помещения производственных отделений : плавильного, в том числе участок приготовления шихты; формовочного, заливочного и выбивного, включая сушильные установки; смесеприготовительного с бункерами-отстойники; стержневого с сушильными установками; отделения обрубки, очистки и термообработки литья с участком исправления литья и гидроиспытаний; отделения грунтовки от литья;
2) помещений вспомогательных отделений: ремонтно-энергетического, модельно-опочного, ковшевого, отделений подготовки свежих формовочных материалов, каркасного отделения, отделения регенерации смесей, участков получения углекислоты, лабораторий, установок сантехнического оборудования, подстанций;
3) помещений складов шихты и свежих формовочных материалов; хранилища опок и модельной оснастки, склад приспособлений и инструментов, склад отливок;
4) служебно-бытовых помещений , в которых размещаются администрация цеха, технологическое бюро, службы механика и энергетика, бухгалтерия, бюро труда и зарплаты, производственно-диспетчерская и планово-экономическая службы, бюро технического контроля, гардеробные, душевые, столовые, медпункт, комната гигиены женщины, санузлы.
2. Категории литейного цеха по строительным нормам
В соответствии с действующими строительными и санитарными нормами литейное производство относится к категории взрывопожароопасных. Категория производства — Б. Огнестойкость здания 1 степени. Помещения литейного цеха по опасности поражения электрическим током относятся к особо опасным помещениям, характеризующимися наличием токопроводящей пыли и пола, а также имеется возможность одновременного касания корпуса электроустановки и корпуса заземленного оборудования.
3. Опасные и вредные факторы работы в литейном цехе
В соответствии с действующими строительными и санитарными нормами в литейном цехе можно выделить следующие опасные и вредные производственные факторы: движущиеся машины и механизмы; различные транспортно — подъемные устройства; повышенная температура поверхностей оборудования; пыль дезинтеграции и конденсации; выделение паров и газов; избыточное выделение теплоты; тепловой поток; повышенный уровень шума, вибрации, электромагнитных излучений; повышенное значение напряжения в электрических цепях.
Вредные производственные факторы негативно воздействуют на организм рабочего персонала, приводя к различным заболеваниям и быстрой утомляемости.
Опасные же факторы влекут за собой травматизм и смертность.
В соответствии с действующими строительными и санитарными нормами в современных литейных цехах большое внимание уделяется применению специальных защитных ограждений и кожухов, системе вентиляции и средствам индивидуальной защиты.
4. Назначение приточно-вытяжной вентиляции в литейном цехе
Приточно-вытяжная вентиляция в литейных цехах наряду с совершенствованием технологических процессов и оборудования, направленным на уменьшение выделений промышленных вредностей, является основным средством создания санитарно-гигиенических условий труда, соответствующих требованиям, предъявляемым к современному производству. В связи с тем, что устройство вентиляции в масштабах литейного цеха является очень дорогостоящим мероприятием, чтобы снизить расходы на ее осуществление, многие предприятия сочетают новейшие разработки в области климатической техники и современные технологии производства, снижающие выделение вредных субстанций в воздух.
Высокая эффективность цеховой вентиляции, вместе со значительной экономией средств на монтаж и эксплуатацию, достигается сочетанием двух типов воздухообмена – естественного и принудительного. Нет никакой необходимости оборудовать литейное производство одной высокопроизводительной системой вентиляции. Гораздо целесообразнее организовать вытяжки в местах, где сосредоточены наиболее «грязные» технологические процессы, а приток воздуха осуществлять естественным путем.
5. Месный отсос, аспирация и удаление воздуха с рабочего места

Рис.3. Местный отсос с рабочего места.
В современное техническое оборудование и технологические процессы, при работе которых выделяются вредные вещества, необходимо проектировать и монтировать устройства местной вытяжной вентиляции (местные отсосы), которые либо встроены в данное оборудование, либо максимально приближены к зоне выделения вредных веществ. При удалении воздуха из производственных помещений системами местной вытяжной вентиляции, которые содержат вредные или неприятно пахнущие вещества, необходима установка специализированных фильтров очистки. Кроме того, труба выброса удаляемого воздуха должна быть определенного диаметра и высоты, для рассеивания остаточных выбросов в атмосфере до приемлемого уровня содержания вредных веществ, которые предъявляются к атмосферному воздуху приземного слоя населенных мест, согласно действующих санитарных норм.

Рис.4. Вытяжная аспирационная система с вертикальным коллектором.
Нельзя объединять местные отсосы, которые удаляют из рабочих мест воздух с высоким содержанием влаги и возможностью ее конденсации, с местными отсосами, которые удаляют сухую пыль.
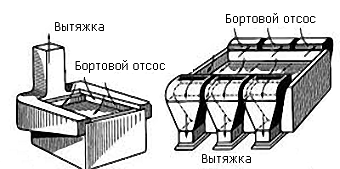
Рис.5. Местная вытяжная система вентиляции от оборудования литейного цеха.
Объемы воздуха, которые удаляются местными отсосами рассчитываются из следующих условий:
— скорость подсоса воздуха в рабочем проеме для укрытий и в неплотностях воздуховодов должны быть при газовыделениях не менее 1 м/с, а при пылевыделениях не менее 2 м/с.
— для местных отсосов открытого типа (зонты, щели, воронки) размеры площади всасывания должны обеспечивать скорость в зоне выделения вредностей не менее 0,2 — 0,5 м/с, то есть скорость движения воздуха в рабочей зоне по действующим строительным нормам.
Чтобы пыль в системе аспирации не откладывалась на внутренней поверхности воздуховодов, необходимо при проектировании и монтаже минимизировать длину и количество горизонтальных участков.
При объединении нескольких аспирационных систем в одну необходимо применять вертикальные коллекторные схемы соединения воздуховодов.
Современные достижения климатологической технологии и техники позволяют на некоторых участках литейного цеха заменить местную вытяжную вентиляцию на КВСУ и ЛУКТ.
КВСУ (компенсационные воздушно-струйные укрытий) предназначены для заливочных участков литейного цеха вместо панелей равномерного всасывания.
ЛУКТ (локализующие устройство компенсационного типа) предназначены для охладительных участков литейного цеха и представляют собой местные отсосы, в зону всасывания которых для возмещения удаляемого подастся компенсационный воздух. В результате сокращается расход воздуха, забираемого отсосом из помещения.
Применение КВСУ и ЛУКТ для вентиляции заливочных и охладительных участков литейных цехов обеспечивает экономию тепла на нагрев приточного воздуха не менее 30%.
6. Естественная вентиляция литейного цеха
Естественная вентиляция литейного цеха разделяется на два вида:
- Аэрация;
- Инфильтрация.
Инфильтрация также осуществляется при помощи поступления воздушных масс снаружи помещения через проемы, щели и зазоры, благодаря ветру, разнице температур и давлений, но отличается от аэрации она тем, что не управляется человеком.
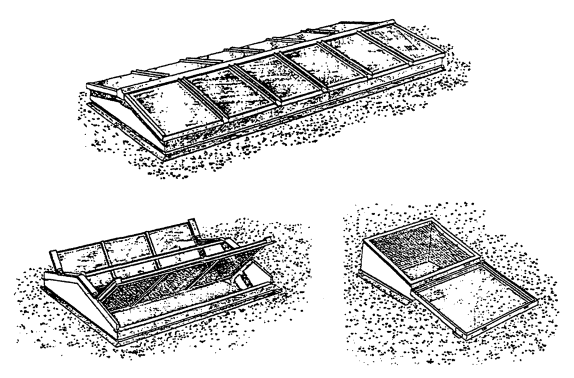
Рис.6. Аэрационные фонари разных видов на кровле литейного цеха.
При определении длины притворов для расчета инфильтрации воздуха рекомендуется иметь в виду следующее:
а) притворы открывающихся створок фонарей, не защищенных от задувания ветром, учитываются только с одной стороны фонаря;
б) инфильтрация через притворы открывающихся створок окон, дверей и ворот учитывается в зависимости от направления ветра для частей зданий.
Если здание не разделено перегородками на отдельные помещения, то для расчета инфильтрации применяется наибольшее значение из тех количеств воздуха, которые определены при различных направлениях ветра; если здание разбито на ряд помещений, то для каждого из них инфильтрация воздуха через притворы учитывается отдельно.
7. Отопление литейного цеха
Отопление литейного цеха, как правило, воздушное, совмещенное с приточной вентиляцией. Теплоноситель для систем отопления и вентиляции помещений литейного цеха является горячая вода с температурой подачи не выше 150°С. Можно применять в качестве теплоносителя водяной пар высокого давления с температурой подачи не выше 130°С. Для дежурного отопления вспомогательных помещений литейного цеха в рабочее время нужно использовать рециркуляционный вентиляционный воздух. Для дежурного отопление можно использовать местные нагревательные воздушно-отопительные агрегаты. Радиаторы систем водяного или парового отопления следует применять с гладкой поверхностью, для их легкой очистки от пыли и грязи.
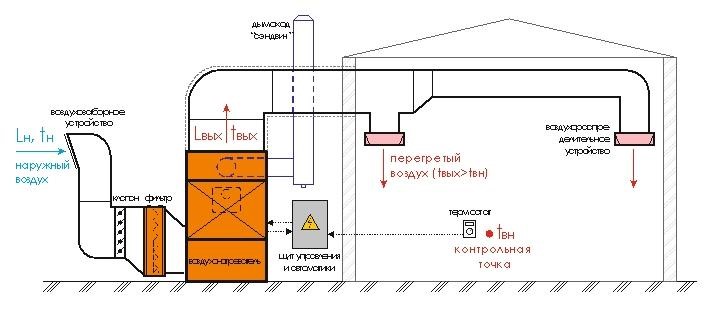
Рис.7. Схема приточной вентиляции, совмещенной с воздушным отоплением (полный приток с перегревом)
8. Приточная вентиляция литейного цеха
Подачу приточного воздуха вентиляционными системами с механическим побуждением необходимо предусматривать таким образом, чтобы воздух в загрязненные зоны помещения поступал после прохождения через более чистые зоны и не нарушал работу местных отсосов.
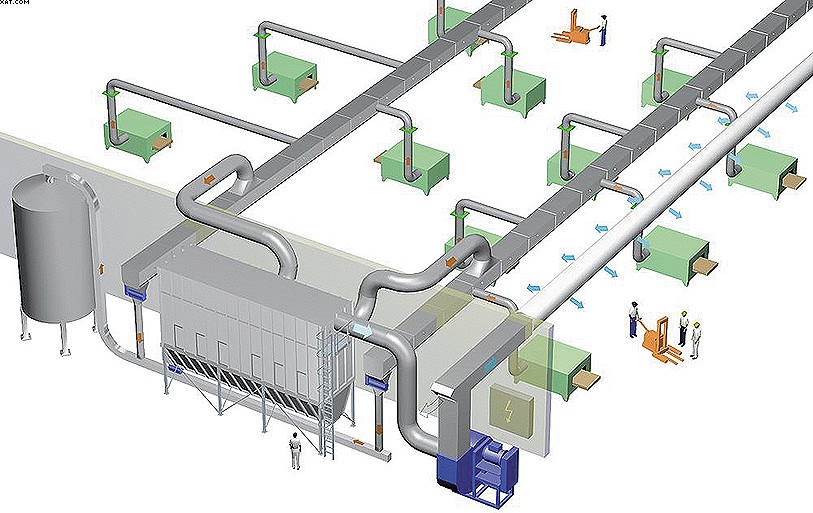
Рис.8. Воздуховоды приточно-вытяжной вентиляции с механическим побуждением с фильтрами, рекуператорами и вентиляторами в литейном цеху
Воздуховоды приточной вентиляции, которые проходят недалеко от источников теплового излучения (сушильные установки, отражательные и электроиндукционные печи) или через зоны нагретого воздуха, должны иметь теплоизоляцию и окрашиваться светлой краской.
В производственных помещениях литейного цеха, где происходит выделение пыли, приточный воздух следует подавать струями, направленными сверху вниз через воздухораспределители с быстрым затуханием скоростей.
Приточный воздух следует подавать непосредственно в рабочую зону постоянных рабочих мест, если они находятся у источников вредных выделений, для которых невозможно устройство местных отсосов из расчета 60 кубм/час на одного работающего человека. Для душирования рабочих мест необходимо использовать только наружный воздух. Воздушные души устанавливаются на заливочных площадках и конвейерах.
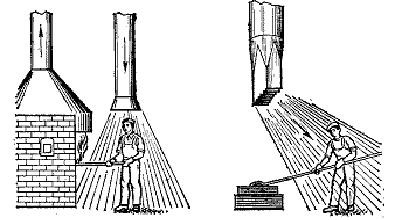
Рис.9. Воздушный душирование рабочего места в литейном цехе.
В плавильное отделение литейного цеха подача приточного воздуха производиться непосредственно в рабочую зону.
В район литейного цеха, где расположены выбивные решетки и тракты горелой смеси, механический приток воздуха осуществляется в верхнюю зону через воздушные распределители с быстрым затуханием скоростей.

Рис.10. Тепловая завеса на воротах литейного цеха
В стержневом отделении литейного цеха подача приточного воздуха производиться непосредственно в рабочую зону.
На участках линий кокильного литья литейного цеха необходима общеобменная приточно-вытяжная вентиляция. При этом, приточный воздух должен поступать в рабочую зону, а вытяжка осуществляется через проемы в кровле над тепловыделяющими участками.
В обрубные отделения литейного цеха подача приточного воздуха производиться непосредственно в рабочую зону через воздушные распределители обычной конструкций.
Все приямки литейного цеха глубиной более 0,5 м должны вентилироваться путем подачи в них приточного воздуха.
В современных цехах на въездных воротах и транспортных проемах литейного цеха в отопительный период следует устраивать тепловоздушные завесы . Тепловую мощность завес следует учитывать в балансе отопления помещений.
9. Баланс воздухообмена в литейном цехе
В здании литейного цеха расположены зоны с различными санитарно-гигиеническими условиями, поэтому следует обеспечивать баланс воздухообмена по участкам и предусматривать мероприятия, которые предупреждают воздействия вредных факторов на работающих и окружающую среду.
Расчет воздушного баланса в помещениях литейных цехов должен исключать перетекание воздуха из стержнего и формовочно-заливочного отделений в остальные смежные помещения.
Организация воздухообмена (по притоку) должна быть такой, чтобы все помещения и зоны литейного цеха были вентилируемые и не было «застойных зон».
Участки литейного цеха, где есть значительные избытки явного тепла (более 23 Дж/м 3 с) необходимо дополнительно оборудовать аэрационными фонарями и устройствами для механического открывания створок в окнах.
При проектировании литейных заводов следует предусматривать размещение оборудования вентиляционных систем в специально отведенных помещениях — венткамерах. Если в цехе установлено более 20 вентиляционных установок, следует централизовать их управление через единый центр управления вентиляцией.
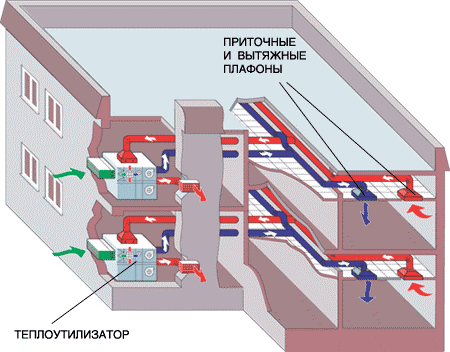
Рис.11. Вентиляционные камеры для литейного цеха
При проектировании аэрации и искусственной вентиляции с механическим побуждением необходимо по максимуму автоматизировать систему с использованием датчиков температуры, влажности, давления, загазованности и запыленности наружного и внутреннего воздуха, применять многоканальные контроллеры, выбирать высокоэффективные комплектующие для щитов автоматики (реле, УЗО, пускатели, привода и прочее).
10. Требования к кабинам мостовых кранов
Кабины мостовых кранов, которые работают в плавильные отделения и на заливочные площадках, должны быть закрытого типа, теплоизолированными и герметичными. В кабины устанавливают кондиционер с фильтрами для очистки воздуха от пыли, а также фильтрами для окисления СО в СО 2 .
Кабины мостовых кранов, которые работают на складе шихты, сыпучих формовочных материалов, смесеприготовительное, формовочное, стержневое и термообрубное отделения, должны быть закрытого типа и герметичными. В кабины устанавливают кондиционер с фильтрами для очистки воздуха от пыли, а также фильтрами для окисления СО в СО 2 .
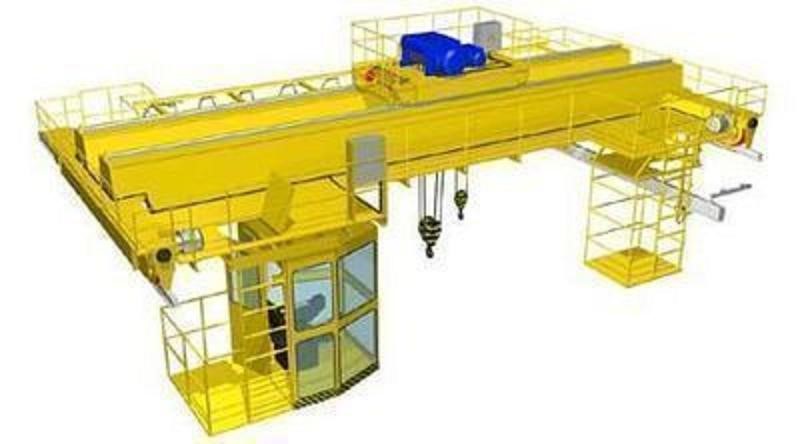
Рис.12. Кабина мостового крана литейного цеха.
11. Предварительные мероприятия при модернизации системы вентиляции литейного цеха
Согласно действующим правилам и указаниям по проектированию отопления и вентиляции в чугунолитейных и сталелитейных цехах рекомендуют проведение следующих предварительных мероприятий при модернизации системы отопления и вентиляции литейного цеха:
1) гидравлическая, электрокоронная или воздушная регенерация горелой (оборотной) смеси и воздушная сепарация свежего песка;
2) автоматизация и герметизация процессов, сопровождающихся выделением пыли: пневматический транспорт сыпучих материалов, распределение формовочной смеси по бункерам, прием и отвод горелой смеси из-под встряхивающих выбивных решеток и т. п.;
3) применение пневматического транспорта сыпучих материалов;
4) применение гидравлической и пескогидравлической очистки литья;
5) применение дробеметной или дробеструйной обработки отливок;
6) использование газа или малозольного топлива в сушилах и при процессе разогрева и сушки ковшей;
7) использование плакированных песков для приготовления смесей оболочкового литья.
12. Система дымоудаления и подпора воздуха в литейном цехе
При проектировании вентиляции литейного цеха предусматривается в безусловном порядке система дымоудаления из основных и вспомогательных помещений литейного цеха и система подпора воздуха на путях эвакуации людей и лестничных клетках. Система дымоудаления и подпора воздуха состоит из клапанов дымоудаления, аэрационных противопожарных фонарей, плотных стальных воздуховодов, покрытых огнезадерживающим составом; бетонных или кирпичных вертикальных шахт, огнезадерживающих клапанов, вентиляторов дымоудаления (радиальные, осевые или крышные радиальные).
При проектировании вертикальные коллекторы или шахты систем дымоудаления из помещений надземной части здания должны иметь предел огнестойкости 0,75 ч (EI 45). Все остальные воздуховоды систем противодымной защиты должны иметь предел огнестойкости не менее 0,5 ч (EI 30).
Воздуховоды систем подпора воздуха при пожаре должны иметь предел огнестойкости не менее 0,5 ч (EI 30). Воздуховоды систем подпора воздуха на путях эвакуации людей и лестничных клетках должны иметь предел огнестойкости 2,5 часа (EI 150).
Именно такие временные ограничители, позволяют минимизировать первоначальные затраты на проектирование и монтаж системы дымоудаления. А при возникновении пожара в литейном цехе, позволяют его быстро потушить и минимизировать его вредные последствия для человека и окружающей среды.
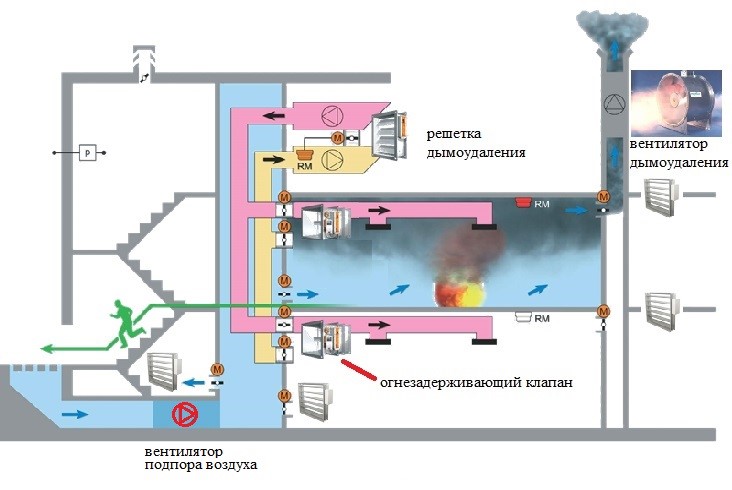
Рис. 13. Схема системы дымоудаления и система подпора воздуха
на путях эвакуации людей из горящего здания литейного цеха
13. Фильтрация удаляемого воздуха
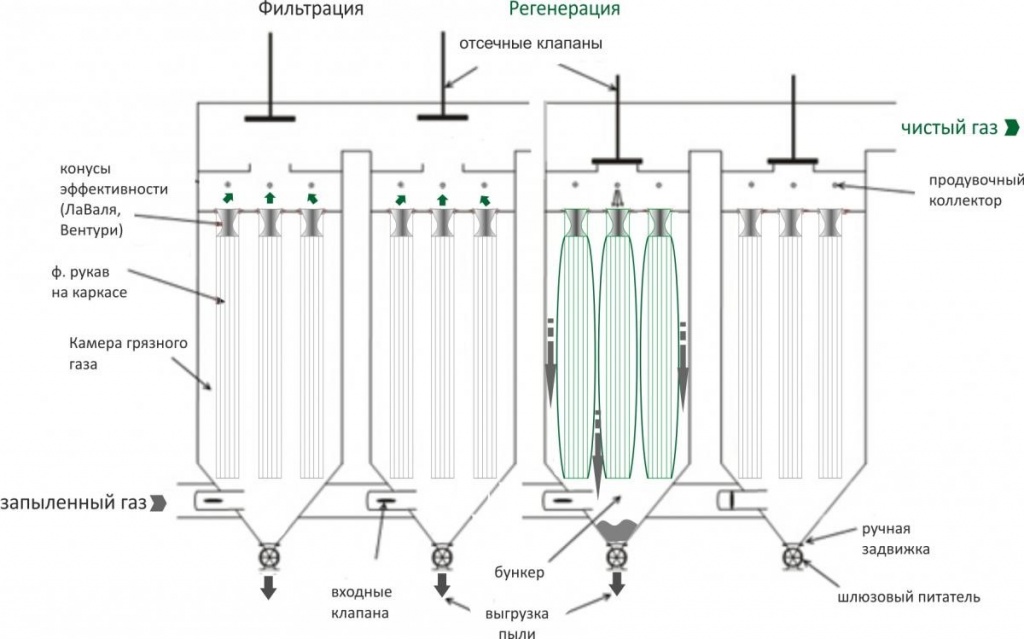
Рис.14. Фильтры вытяжных вентиляционных систем литейного цеха
Перечислить все факторы, которые возникают при проектировании и монтаже систем вентиляции литейного цеха достаточно сложно. Но основная цель всегда одна – это снижение в воздухе до допустимых значений показателей содержания пыли, газов и ядовитых испарений. Эти допустимые значения указаны в действующих санитарных нормах, принятых для предприятий металлургической отрасли. Обязательными элементами вентиляционных систем для литейных цехов являются производительные воздушные фильтры, а также аспирационные установки, которые удаляют из атмосферы вредные компоненты и пыль при помощи воды.
При проектировании необходимо правильно рассчитать оборудование. Элементы вентиляции, расположенные в цехах, не должны мешать технологическим процессам, перекрывать рабочие и эвакуационные проходы, располагаться в труднодоступных местах. Особенности применения промышленной вентиляции делают системы вентиляции чрезвычайно зависимыми от регулярного обслуживания, важнейшей составляющей которого является тщательная очистка воздуховодов, фильтров и другого оборудования от пыли и других загрязнений.
Заказать проектные работы систем вентиляции литейного цеха по выгодной цене
Заказать проектные работы систем вентиляции для литейных цехов и купить вентиляционное оборудование по выгодной цене можно на сайте нашей проектно-монтажной компании.
Наша команда – это специалисты, обладающие высоким уровнем знаний и опыта, которые окажут помощь при выборе оптимального оборудования для создания оптимального микроклимата внутри помещения.
Мы учтем все Ваши пожелания и предложения для достижения наиболее выгодных условий нашего сотрудничества. По всем вопросам обращайтесь по телефонам, которые указаны в разделе «Контакты».
Почему следует обратиться в нашу компанию?
- Большой ассортимент товаров;
- Индивидуальный подход к каждому клиенту;
- Мы предлагаем только сертифицированную продукцию;
- Полное сопровождение на всех этапах;
- Бесплатная консультация;
- Проектирование любого уровня сложности;
- Качественный монтаж;
- Кратчайшие сроки поставки оборудования;
- Своевременная сдача объекта в эксплуатацию;
- Лучшие цены и выгодные условия;
- Постоянным клиентам предусмотрена гибкая система скидок.
Наши приоритеты — это надежность, качество и эффективность, поэтому сотрудничая с нами, Вы имеете возможность по достоинству оценить все преимущества работы с профессионалами!
Источник https://www.7-vz.com/category/liteynye_tsekha/